English 















| Voltage: | |
|---|---|
| Power: | |
| Dimension: | |
| Quantity: | |








QDMECH
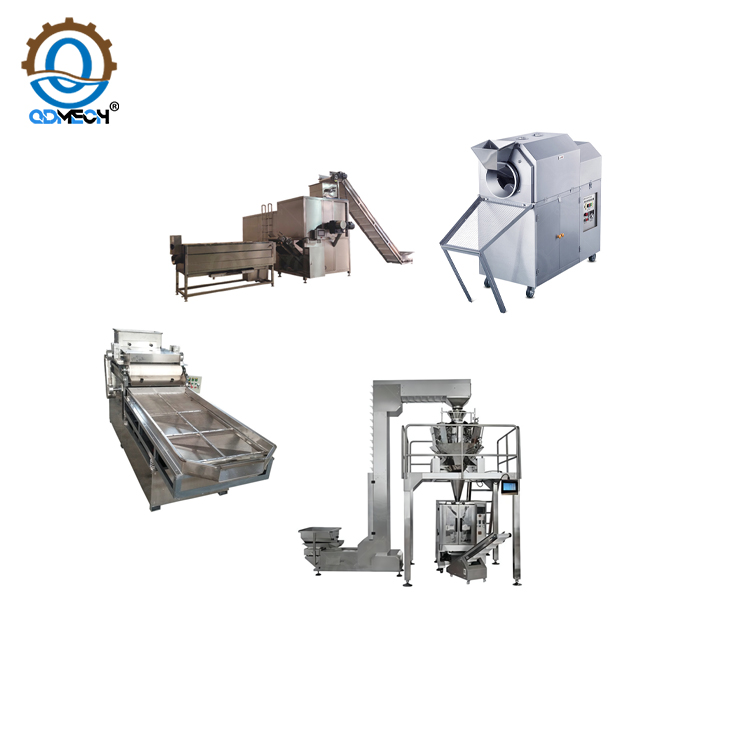
As a leading manufacturer and supplier of industrial food processing equipment, we present the Fully Automatic Cashew Nut Roasting and Packing Production Line. Engineered for high-volume commercial production, this integrated system transforms raw cashews into premium packaged goods with minimal human intervention.
Seamlessly integrates grading, cooking, shelling, roasting, peeling, and packaging into one continuous workflow.
Customizable processing capacity ranging from 200kg/h to 1000kg/h to suit diverse facility demands.
Constructed entirely with premium food-grade 304 stainless steel for ultimate hygiene and longevity.
Transforming raw, tough-shelled cashews into perfectly roasted, golden-brown kernels requires absolute mechanical precision. The Fully Automatic Cashew Nut Roasting and Packing Production Line is engineered to master this complex journey. From the moment the raw nuts enter the grading hopper, the system takes over, orchestrating a symphony of automated movements. You can hear the rhythmic, quiet hum of the heavy-duty motors and the gentle cascade of nuts moving seamlessly through the stainless steel conveyors. Instead of dealing with the chaotic, labor-intensive realities of traditional processing, facility managers can now oversee a streamlined, hygienic, and highly efficient operation.
Every phase of this machinery is designed to elevate the final product. The roaster envelops the kernels in an even, controlled heat, releasing that rich, buttery aroma characteristic of premium cashews, while locking in the perfect satisfying crunch. By automating the most challenging steps—especially the hazardous shelling and delicate peeling—this production line dramatically reduces kernel breakage and eliminates human error. The result is a consistent output of flawless, whole cashews that command premium market prices, securely sealed in airtight packaging that preserves their fresh taste, crisp texture, and visual appeal for the end consumer.
Understanding the technical capabilities of your processing equipment is crucial for facility planning and operational integration. The following specifications detail the core components of our automated cashew processing line, highlighting the power, dimensions, and performance metrics required for commercial-scale production. Each module is engineered to operate in perfect synchronization, ensuring maximum throughput with optimized energy consumption.
| Parameter Name | Specification Details |
|---|---|
| Product Name | Fully Automatic Cashew Nut Roasting and Packing Production Line |
| Capacity | 200kg/h - 1000kg/h (Customizable) |
| Material | Food-grade 304 Stainless Steel |
| Control System | Intelligent PLC Control |
| Shelling Rate | ≥95% |
| Whole Kernel Rate | ≥90% |
| Roaster Machine Voltage | 380V |
| Roaster Machine Power | 3000W (3KW) |
| Roaster Machine Dimension | 2300*1200*1750 mm |
| Steam Peeling Machine Voltage | 380V |
| Steam Peeling Machine Power | 3.7KW |
| Steam Peeling Machine Dimension | 2800*1500*2400 mm |
| Grain Cutting Machine Voltage | 380V |
| Grain Cutting Machine Power | 2.2KW |
| Grain Cutting Machine Dimension | 1600*800*1500 mm |
| Processing Steps | Grading - Cooking - Shelling - Roasting/Drying - Peeling - Packaging |
Achieving excellence in nut processing requires equipment that goes beyond basic functionality. This automated line is packed with innovative features designed to maximize yield, ensure product integrity, and simplify daily operations for large-scale production facilities.

Continuous Flow Architecture: Eliminates operational bottlenecks by seamlessly transferring the product from the steam cooker directly to the shelling and roasting units without manual handling.
Gentle Handling Mechanisms: Specially designed sorting conveyors and chutes cradle the delicate kernels, preventing impact damage and preserving the smooth, unblemished appearance of the nuts.
Uniform Heat Distribution: The roaster utilizes advanced thermal circulation, ensuring every single nut receives the exact same amount of heat for a uniform golden color and consistent crunch.
Integrated Packaging Station: The final stage automatically weighs, fills, and seals the roasted cashews, locking in the roasted aroma and protecting the product from moisture and oxidation.
Scaling up your production volume should not mean multiplying your labor headaches. This system is heavily engineered for high-capacity commercial output, offering flexible configurations that process between 200kg/h to 1000kg/h based on your facility's specific demands.
Massive Labor Reduction: By automating the entire workflow, facilities can reduce their floor staff from a traditional 15-20 workers down to just a few supervisory operators.
Uninterrupted Processing: The seamless transition from grading to packaging drastically shortens the overall processing cycle, turning raw inventory into shelf-ready goods in record time.
Cost Optimization: Lower labor costs combined with high-speed output significantly reduce the cost-per-kilogram of processed cashews, widening your profit margins.
The true profitability of a cashew operation lies in the percentage of whole kernels recovered. Broken nuts immediately lose their premium status. This equipment tackles the industry's biggest challenge—cracking the tough outer shell without bruising the delicate kernel inside.
Precision Cutting Technology: The shelling unit applies exact mechanical pressure, achieving an impressive shelling rate of over 95%.
Maximum Yield Protection: Through careful calibration and gentle separation techniques, the system guarantees a whole kernel rate of ≥90%.
Increased Market Value: By preserving the flawless, crescent shape of the cashew, you can supply top-tier retail markets that demand aesthetic perfection and command higher prices.
In today's stringent regulatory environment, compromising on sanitation is not an option. This production line is built from the ground up to exceed international food safety standards, providing peace of mind for global suppliers and food manufacturers.
Premium Materials: Every single component that comes into contact with the cashews is forged from food-grade 304 stainless steel, offering ultimate resistance to rust and corrosion.
Sanitary Design: The smooth surfaces and accessible machinery architecture make daily washdowns and deep cleaning protocols fast and highly effective.
Contamination Prevention: The fully enclosed, automated nature of the line drastically limits human touchpoints, virtually eliminating the risk of cross-contamination from pathogens like Salmonella or E. coli, ensuring your final product easily passes FDA and international export inspections.
Raw cashew processing carries unique occupational hazards, primarily due to Cashew Nut Shell Liquid (CNSL)—a highly caustic and toxic acidic substance found in the raw shell. Protecting your workforce is paramount, and this machinery takes on the dangerous work for you.
Zero Direct Contact: The automated cooking and shelling mechanisms completely isolate operators from the corrosive CNSL, preventing severe skin burns and respiratory issues.
Vapor Management: The system safely contains and manages the high-temperature steam and toxic fumes generated during the initial cooking phase.
Enhanced Workplace Morale: By removing the most dangerous and physically punishing tasks from the factory floor, you create a safer, more comfortable, and more productive environment for your operating team.
Delivering a product that tastes, looks, and feels identical in every single batch is the key to building brand loyalty. The integration of advanced digital controls removes the guesswork from cashew processing.
Centralized PLC Interface: A state-of-the-art Intelligent PLC Control system acts as the brain of the operation, allowing operators to monitor and adjust the entire line from a single touchscreen.
Micro-Adjustments: Precisely dial in the cooking temperatures, roasting durations, and shelling pressure to match the specific size and moisture content of your raw material batch.
Unwavering Consistency: Once the parameters are set, the machine executes them flawlessly hour after hour. Every packaged cashew delivers the exact same golden hue, satisfying crunch, and rich flavor profile, meeting the strict demands of high-end nut brands.
Investing in a complete production line is a major strategic decision. As an experienced manufacturer, we do not just ship machinery; we deliver a comprehensive, end-to-end operational solution designed to get your facility running at peak performance instantly.
Facility Master Planning: We provide detailed layout designs tailored to your specific floor space (ranging from 300 to 1500 square meters), ensuring optimal workflow and safety clearances.
Infrastructure Guidance: Our engineering team consults on essential facility requirements, including power supply and transformer configurations, to support the heavy-duty electrical load.
Global On-Site Integration: We dispatch expert technicians directly to your global facility for complete installation, rigorous system calibration, and comprehensive 7 to 15-day hands-on training for your staff, drastically reducing your time-to-market.
Selecting the right equipment supplier is about forming a long-term operational partnership. We understand the high stakes involved in commercial food processing, where equipment downtime directly translates to lost revenue. Our approach is built on reliability, engineering excellence, and unwavering support.
Proven Manufacturing Pedigree: With years of dedicated experience in fabricating heavy-duty food processing machinery, we understand the nuances of nut processing better than anyone.
Rigorous Quality Assurance: Every single machine undergoes exhaustive stress testing and simulated production runs before it ever leaves our factory floor.
Rapid Response Support: We maintain a comprehensive inventory of spare parts and offer dedicated technical support to ensure your production line never misses a beat.
Future-Proof Engineering: Our systems are designed with modularity in mind, allowing you to easily upgrade or expand your capacity as your market share grows.
To assist facility managers and procurement directors in their decision-making process, we have compiled answers to the most common technical inquiries regarding our automatic cashew processing line.
For the maximum capacity configuration, we recommend a facility space of approximately 1000 to 1500 square meters. This ensures adequate room not only for the machinery footprint but also for safe operator movement, raw material staging, and finished goods storage.
Yes, the Intelligent PLC Control system features a robust memory module. Operators can save multiple processing profiles with specific temperature and timing settings, allowing for rapid changeovers when processing different grades or origins of raw cashews.
The cooking and shelling modules are constructed with heavy-gauge 304 stainless steel and feature specialized drainage and containment channels. This safely extracts and isolates the CNSL away from the edible kernels and the operators, preventing both product contamination and equipment degradation.
Absolutely. We designed the shelling and cutting units with maintenance in mind. The high-stress cutting blades and sorting rollers can be quickly swapped out during routine maintenance windows without requiring specialized heavy tools, minimizing your operational downtime.
Our turnkey service includes a comprehensive 7 to 15-day on-site training program. Our master technicians will instruct your team on standard operating procedures, PLC programming, daily sanitation protocols, and basic mechanical troubleshooting to ensure total self-sufficiency and operational confidence.




















